
The efficiency of dust removal equipment refers to the ability of dust removal equipment to capture dust from the airflow. Commonly used dust removal equipment rates, classification efficiencies, and penetration rates
One Quality Algorithm
The percentage of dust collected by dusty gases passing through dust removal equipment to the total amount of dust entering the equipment is called the dust removal equipment rate, expressed as η.
G1- the amount of dust entering the dust removal equipment, g/s;
G2- The amount of dust discharged from the exhaust outlet of the dust removal equipment, g/s;
G3- The amount of dust captured by the dust removal equipment, g/s。
II Concentration algorithm
If the structure of the dust removal equipment is tight and there is no air leakage, the inlet air volume of the dust removal equipment is equal to the exhaust air volume, both of which are L,
L - the amount of air processed by the dust removal equipment, m3/s;
Y1- Dust concentration in the air of the dust removal equipment, g/m3;
Y2- Dust concentration in the air at the outlet of the dust removal equipment, g/m3。
3. Classification efficiency of dust removal equipment
The size of the dust removal equipment rate is closely related to the particle size of the processed dust. For example, some cyclone dust removal equipment has an efficiency of nearly 100% when processing dust above 40 η m, but the efficiency drops to around 40% when processing dust below 5 η m. Therefore, providing only the rate of dust removal equipment is meaningless for engineering design, while also indicating the true density and particle size distribution of the tested dust or the application scenarios of the dust removal equipment. To correctly evaluate the dust removal effect of dust removal equipment, the efficiency of dust removal equipment should be calibrated according to particle size, which is called classification efficiency.
If the particle size distribution of dust at the dust removal equipment is f1 (dc) and the air dust concentration is y1, then the amount of dust entering the dust removal equipment within the range of dc ± 1/2 △ dc is △ G1 (dc)=L1y1f1 (dc) △ dc. Similarly, at the outlet of the dust removal equipment, △ G2 (dc)=L2y2f2 (dc) △ dc. The particle size distribution of dust processed at the outlet of the dust removal equipment. For dust particles with a particle size within the range of dc ± 1/2 △ dc, the classification efficiency of the dust removal equipment is that if L1=L2, sometimes the rates of the two dust removal equipment are or, and the two are very close, it seems that the difference in dust reduction effect between the two is not significant. However, from the perspective of air pollution, the difference between the two is significant, with the former emitting twice as much dust into the atmosphere as the latter. Therefore, for dust removal equipment, in addition to using the efficiency of the dust removal equipment, the performance of the dust removal equipment is also represented by the penetration rate P.
4 Filter efficiency formula:
α=1-C0/Ci
There are two types of formulas for the dust removal efficiency of filter dust collectors. One is the calculation formula for the dust removal efficiency derived from theory and the comprehensive collection efficiency of isolated dust collectors. The other is a semi theoretical and semi empirical formula established based on experimental data.
In the formula: C0- the dust concentration of the clean gas after passing through the filter, kg/m3;
Ci - concentration of dusty gas, kg/m3。
(1) Empirical and semi empirical formulas
The empirical formula for the dust removal efficiency of fiber filters proposed by Kirch, Stechkin, and Fuchs is:
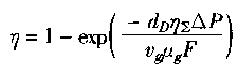
In the formula: △ P - resistance of the filter dust collector, Pa;
VG - velocity of dust particles relative to the dust collector, m/s;
μ g - viscosity of dusty gas, Pa·s;
F - Parameters of incomplete structure of filter dust collector can be calculated according to the following formula:

In the formula: Kr - aerodynamic factor;
Kn - Knudsen's exact number.
The semi empirical efficiency calculation formula for particle layer filters proposed by Langmuir is:

In the formula: K - Schmidt constant, usually taken as 3.75.
Usually, the dust removal efficiency of a filter dust collector exceeds. Therefore, when choosing a dust collector, it is generally not necessary to calculate the dust removal efficiency. The main factors affecting dust removal efficiency are as follows:
Operating parameters, including filtration speed, resistance, gas temperature, humidity, cleaning frequency and intensity, etc;
Cleaning methods include mechanical vibration, reverse airflow, compressed air pulses, and gas rings.
The properties of dust include the particle size, inertia force, shape, electrostatic charge, moisture content, etc. of the filtered dust. For filter dust collectors with external electrostatic fields, the specific resistance of dust should also be considered;
Fabric properties, including the thickness of fabric materials, fibers, and yarns, weaving and felting methods, fabric thickness, porosity, etc;
There are two main aspects to dust transmission rate:
① Direct pass mechanism, in which dust is not blocked during filtration and passes directly through. Dust particles may pass through a tortuous path or directly through pinholes on the surface of the filter material. Generally, high filtration speed can increase the amount of pinholes that pass through;
② The leakage mechanism is that the dust initially trapped by the filter material becomes loose after cleaning and is blown through the filter bag; Or when the filtering resistance increases, some of the captured dust is squeezed out again. Some dust leaks out from the pinhole. Leakage may worsen at high filtration rates or when the fabric is subjected to vibration.
(2) Theoretical formula
When the filter dust collector is filled with a spherical dust collector (granular filter material), the relationship between the dust removal efficiency of the filter dust collector and the comprehensive dust collection efficiency of a single spherical dust collector is:

In the formula: η - dust removal efficiency of particle filter dust collector;
DD - diameter of spherical dust collector (particulate filter material), m;
η∑ - Comprehensive dust capture efficiency of a single spherical dust body.
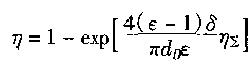
When the filter is filled with a cylindrical fiber dust collector, the relationship between the dust removal efficiency of the fiber layer filter dust collector and the comprehensive dust collection efficiency of a single fiber dust collector is:
In the formula:
DD - Fiber diameter, m;
η∑ - Comprehensive dust capture efficiency of a single fiber.
η - dust removal efficiency of fiber filter dust collector;
ε - porosity of the filter layer;
δ - filter layer thickness, m;
Five The resistance of bag dust removal equipment is a dynamic value, and its value is related to many factors. The solid particles that have a significant impact on the initial resistance of the dust collector are related to the bag's air permeability, filtration wind speed, structural resistance, dust concentration, dust particle size, and cleaning effect, and many of them are not linear. The ratio of bag's air permeability and filtration wind speed affecting resistance accounts for about 60% -70% of the total resistance of the dust collector; The structural force accounts for about 30% -40%. With the operation of dust removal, the pores of the bag will be filled with dust, and the air permeability of the bag will decrease. At the end of its service life, the air permeability of the bag will decrease by up to 40%, and its resistance will increase by 20% -60%. When the dust removal effect is low, the resistance of the dust collector will increase, sometimes reaching more than 200% of the initial resistance, which will make the entire dust removal system unable to operate. So calculating the resistance of a dust collector is not a simple task, and there have been no achievements in this area so far. However, it is still possible to control the resistance of the dust collector below a certain range, especially for controlling the initial resistance. For example, in controlling the filtration resistance, methods such as selecting appropriate filtration wind speed, suitable bag filter material, selecting a cleaning system, and pre treating the dust can be used. In controlling the structural resistance, the wind speed of the key parts of the dust collector airflow through the channel can be controlled to reduce the fluctuation of airflow velocity, and the macroscopic roundness of the airflow through the channel can be controlled. If done well in the design, the structural resistance can be controlled within 30% of the initial resistance.
http://www.hbfxhb.com



